Средний редуктор КамАЗ 5320 – это ключевой узел трансмиссии, обеспечивающий распределение крутящего момента между задними мостами. Его неправильная сборка приводит к ускоренному износу шестерен, перегреву и вибрациям на ходу. Поэтому необходимо строго соблюдать последовательность действий и применять проверенные технические приёмы.
Для сборки потребуется корпус редуктора, главная пара с передаточным числом 6,53, шестерня ведущего вала, ведомая коническая шестерня, дифференциал, полуосевые шестерни, крестовина с сателлитами, комплекты регулировочных прокладок и подшипников, моментный ключ и пресс. Обязательно использовать оригинальные стопорные кольца и шплинты – их повторное применение недопустимо.
Перед началом необходимо убедиться в отсутствии механических повреждений на посадочных поверхностях корпуса и крышек. Все детали предварительно очищаются от смазки, проверяются на износ и при необходимости заменяются. Особое внимание уделяется посадочным местам подшипников – люфт недопустим даже в пределах допуска, иначе регулировка зацепления окажется неточной.
Подготовка корпуса редуктора и проверка состояния посадочных поверхностей

Перед сборкой необходимо тщательно очистить корпус редуктора от остатков масла, нагара и механических загрязнений. Используется щетка по металлу, ветошь и обезжиривающий состав, например, технический ацетон или бензин «Галоша». Особое внимание уделяется внутренним полостям, каналам смазки и резьбовым отверстиям.
После очистки выполняется визуальный осмотр корпуса на наличие трещин, сколов и следов деформации. Особое внимание – к местам прилегания крышек подшипников и картерных соединений. При малейших признаках повреждений корпус подлежит браковке.
Контроль плоскостей производится с помощью поверочной линейки и щупов. Неплоскостность более 0,05 мм недопустима. Посадочные гнезда подшипников проверяются нутромером. Допустимое отклонение диаметра – не более ±0,02 мм от номинального размера. Овальность или конусность исключаются.
Состояние резьб проверяется калибр-пробками. Изношенные или сорванные резьбы восстанавливаются с применением ремонтных втулок или метчиков увеличенного диаметра. Поверхности сопряжения с прокладками шлифуются вручную с использованием мелкозернистой шкурки на плоскости.
Перед окончательной установкой деталей корпус прогревается до температуры +40…+60 °C для компенсации тепловых зазоров, если требуется установка подшипников с натягом. Затем корпус продувается сжатым воздухом и укладывается на сборочную плиту.
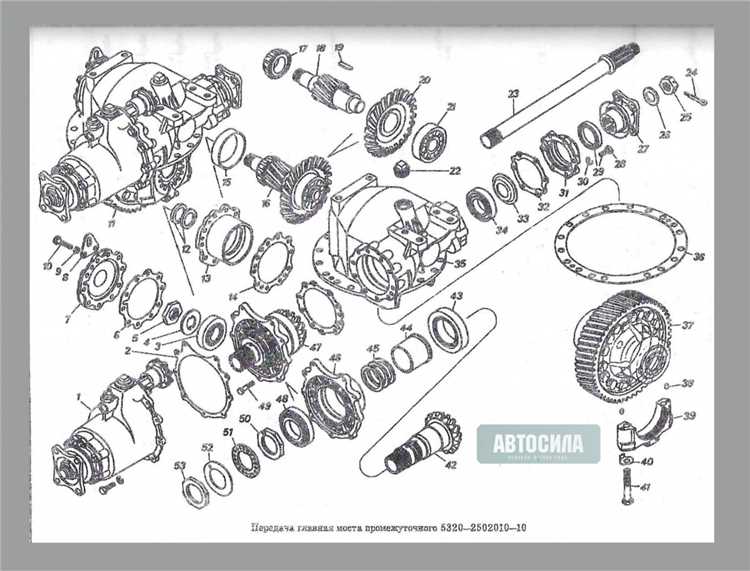
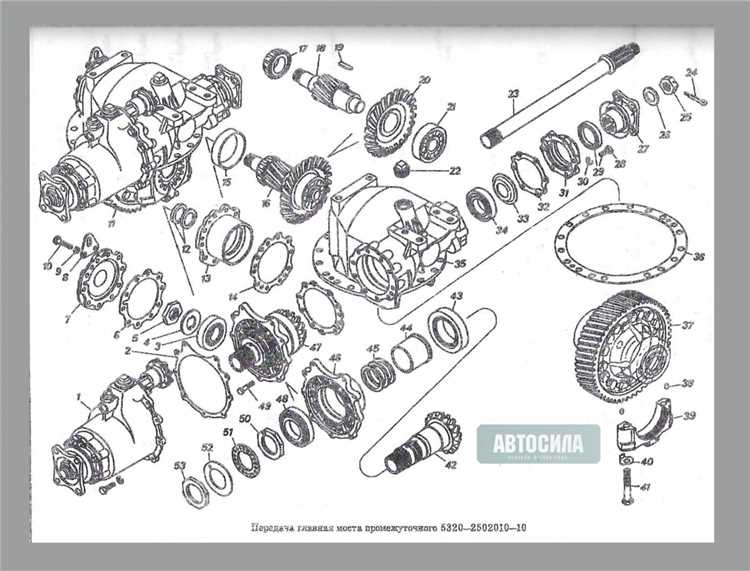
Установка главной пары и регулировка положения ведущей шестерни
Перед установкой главной пары необходимо убедиться в отсутствии повреждений на зубьях конических шестерён. Ведущая шестерня должна свободно вращаться в подшипниках без осевых люфтов. Установка начинается с запрессовки наружных колец подшипников в картер среднего редуктора до упора, используя оправку соответствующего диаметра.
Ведущая шестерня устанавливается в сборе с внутренними кольцами подшипников и дистанционными кольцами. При монтаже необходимо следить за положением дистанционного кольца между внутренними обоймами подшипников – оно определяет предварительный натяг. Затяжка гайки фланца производится с контролем крутящего момента проворачивания – значение должно находиться в пределах 15–30 Н·см при вращении фланца без нагрузки.
После установки ведущей шестерни выполняется установка ведомой шестерни главной передачи на дифференциал. Перед сборкой необходимо промерить зазор в зацеплении шестерён – он должен составлять 0,15–0,25 мм. Регулировка положения ведущей шестерни по оси выполняется изменением толщины регулировочного кольца, устанавливаемого под наружное кольцо заднего подшипника.
Контроль пятна контакта производится при помощи краски. Нанести краску на несколько зубьев ведомой шестерни, вращать её в обоих направлениях с нагрузкой. Пятно должно располагаться в центральной зоне зубьев. Смещение пятна ближе к основанию зуба указывает на необходимость увеличения толщины регулировочного кольца, смещение к вершине – на уменьшение.
После окончательной регулировки шестерни фиксируются, проводится проверка на отсутствие заклиниваний и шумов при вращении. Только после этого возможна дальнейшая сборка редуктора.
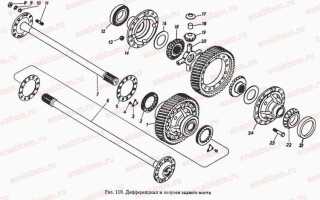
Монтаж дифференциала и проверка зазоров между сателлитами

Перед установкой дифференциала убедитесь в отсутствии задиров и сколов на корпусе шестерён и посадочных поверхностях. В случае выявления дефектов замените повреждённые детали.
Сборку начните с установки полуосевых шестерён с дистанционными шайбами в корпус дифференциала. Шайбы должны свободно входить, но без избыточного люфта. Установите сателлиты в водило, проверьте их вращение – оно должно быть лёгким и без заеданий. Зубья шестерён должны входить в зацепление по всей ширине рабочей поверхности.
При помощи индикатора часового типа проверьте боковой зазор между шестернями сателлитов и полуосевыми шестернями. Допустимое значение – 0,1–0,3 мм. При превышении предела замените регулировочные шайбы, добиваясь минимального зазора в пределах допуска. Нулевой зазор недопустим.
После установки шестерён проверьте осевое смещение сателлитов в корпусе. При правильно подобранных шайбах осевое перемещение не должно превышать 0,2 мм. Зазоры контролируются при помощи щупа или индикатора.
Соберите корпус дифференциала, убедившись в совпадении меток на крышке и корпусе. Затяните болты равномерно с моментом 78–98 Н·м. После сборки повторно проверьте лёгкость вращения всех элементов вручную. При наличии закусывания разберите узел и устраните причину.
Установка подшипников и настройка предварительного натяга
Перед установкой подшипников необходимо очистить посадочные места на корпусе редуктора и шестернях от смазки, загрязнений и заусенцев. Поверхности должны быть сухими и обезжиренными.
- Используются конические роликоподшипники. Их установка требует точного соблюдения глубины посадки для обеспечения правильного контакта роликов с дорожками качения.
- Внутренние кольца запрессовываются на шейки ведущей и ведомой шестерен с использованием пресса. Допускается нагрев подшипников до +100°C в масляной ванне для облегчения посадки.
- Наружные кольца подшипников устанавливаются в картер с минимальным зазором. При необходимости применяются кольца регулировки натяга, толщина которых варьируется от 0,1 до 0,5 мм.
Предварительный натяг задаётся регулировочными шайбами между крышкой корпуса и наружным кольцом подшипника. Натяг должен обеспечивать осевое усилие в пределах 0,1–0,2 мм без перекосов.
- Соберите узел с минимальным натягом и проверьте лёгкость вращения вручную. Допустимо лёгкое сопротивление без закусываний.
- Измерьте осевой люфт индикатором часового типа. Он не должен превышать 0,05 мм.
- При необходимости замените регулировочные шайбы, увеличивая или уменьшая толщину набора с шагом 0,05 мм.
- Повторите измерение до получения стабильного значения осевого преднатяга в пределах допусков.
После настройки преднатяга вал должен вращаться плавно, без вибраций и звуков трения. При первом прогоне редуктора под нагрузкой контролируется температурный режим и отсутствие перегрева в области подшипников.
Регулировка бокового зазора между шестернями главной передачи
Боковой зазор между коническими шестернями главной передачи КамАЗ 5320 регулируется смещением конической шестерни ведомого вала относительно ведущей. Номинальное значение зазора должно находиться в пределах 0,15–0,25 мм. Допустимое отклонение не должно превышать 0,30 мм.
- Установить шестерни главной передачи в картер среднего редуктора с предварительно собранным дифференциалом.
- Затянуть подшипники дифференциала равномерно, используя регулировочные гайки. Обеспечить предварительное натяжение подшипников.
- Измерить боковой зазор между зубьями ведущей и ведомой шестерен при помощи индикатора часового типа. Щупы при этом не используются.
- Повернуть ведомую шестерню в одну сторону до упора, затем в противоположную, фиксируя наибольшее отклонение стрелки индикатора. Это и есть величина зазора.
- Для уменьшения зазора – переместить дифференциал в сторону ведущей шестерни, затягивая соответствующую регулировочную гайку и ослабляя противоположную. Для увеличения – наоборот.
- После каждой корректировки обязательно повторно измерять зазор. Не допускается превышение усилия проворачивания дифференциала более чем на 0,3–0,4 Н·м.
- Проверить равномерность зазора по окружности путем проворачивания ведущей шестерни на 360°, выполняя замеры через каждые 90°.
Несоблюдение точности регулировки приводит к перегреву, повышенному шуму и ускоренному износу зубьев. Поверхности зубьев должны иметь равномерное пятно контакта шириной не менее 60% длины зуба после проведения регулировки.
Проверка контактного пятна зацепления и корректировка положения шестерен
Для проверки контактного пятна зацепления шестерен среднего редуктора КамАЗ 5320 необходимо тщательно оценить распределение нагрузки между зубьями. Для этого на зубья наносится специальная краска, затем редуктор собирается и проверяется в процессе вращения. Краска должна равномерно распределяться по рабочей поверхности зуба, при этом контактное пятно должно располагаться в его средней части. Если пятно слишком смещено к вершинам зубьев, необходимо скорректировать положение шестерен.
Корректировка положения шестерен осуществляется путем регулировки их осевых и радиальных смещений. Это достигается за счет использования прокладок под подшипниками или установки соответствующих регулировочных кольцевых элементов. Важно соблюдать точность при установке шестерен, поскольку даже малые отклонения могут привести к быстрому износу и снижению эффективности работы редуктора.
После корректировки положения шестерен проверку контактного пятна повторяют. Если пятно не соответствует нормам, процесс регулировки нужно повторить, добиваясь оптимального распределения нагрузки по всей рабочей поверхности зубьев.
Кроме того, для улучшения работы редуктора рекомендуется использовать высококачественное масло, которое снизит износ и обеспечит более плавную работу шестерен, что также способствует улучшению контактного пятна зацепления.
Закрепление крышек, установка сальников и контроль герметичности узла

После сборки редуктора КамАЗ 5320 наступает этап закрепления крышек и установки сальников. Этот процесс требует внимательности и точности для обеспечения надежной работы узла в дальнейшем.
Крышки редуктора необходимо закрепить равномерно, используя гайки с резьбовыми соединениями. Перед установкой крышек, очистите рабочие поверхности от грязи и старого герметика. Используйте качественный герметик, чтобы исключить утечку масла. Наносите герметик тонким слоем на обе поверхности, избегая излишков, которые могут попасть в механизм.
При установке сальников важно учитывать их ориентацию и тип. Сальники должны быть установлены без перекосов, иначе это приведет к утечке масла и быстрому износу деталей. Перед монтажом сальников убедитесь, что их внутренний диаметр совпадает с валом, а внешний – с посадочным местом в крышке редуктора.
Контроль герметичности узла следует проводить с помощью теста на давление. После установки крышек и сальников, проверьте герметичность с использованием манометра или гидравлической установки. Давление должно сохраняться без значительных изменений в течение определенного времени. В случае обнаружения утечек, повторите герметизацию, проверяя, не повреждены ли уплотнительные элементы.
После завершения монтажа крышек и установки сальников не забудьте провести визуальный осмотр всех соединений на наличие следов масла. Это поможет избежать неожиданных поломок и гарантирует долгосрочную эксплуатацию редуктора.
Вопрос-ответ:
Какие инструменты понадобятся для сборки среднего редуктора КамАЗ 5320?
Для сборки среднего редуктора КамАЗ 5320 потребуется стандартный набор инструментов, включая ключи различных размеров, набор торцевых головок, отвертки, молоток, а также приборы для измерения, такие как штангенциркуль и микрометр. Также понадобится съемник для подшипников и приспособления для установки и снятия сальников.
Как правильно установить шестерни в редуктор КамАЗ 5320?
При установке шестерен в редуктор важно соблюдать точность и правильно выбрать зазоры между зубьями. Шестерни должны быть установлены так, чтобы не было люфта, но в то же время не было слишком плотного зацепления, что может вызвать перегрев и износ. Для этого используют специальные щупы для регулировки зазоров и следят за правильностью установки по меткам на шестернях.
Как проверить исправность подшипников перед установкой в редуктор?
Перед установкой подшипников в редуктор КамАЗ 5320 необходимо тщательно проверить их на отсутствие люфта и повреждений. Подшипники должны свободно вращаться, без заеданий и стуков. Для проверки можно использовать специальный инструмент для измерения люфта и крутящего момента. Если подшипник издает посторонние звуки или его вращение затруднено, его следует заменить.
Какие ошибки чаще всего встречаются при сборке среднего редуктора КамАЗ 5320?
Одной из самых распространенных ошибок является неправильная установка шестерен, что может привести к их быстрому износу и нарушению работы редуктора. Также встречаются случаи неправильного выставления зазоров, что вызывает повышенную нагрузку на детали. Недооценка важности качественной смазки и неправильная установка подшипников также могут привести к поломкам. Важно внимательно следить за всеми этапами сборки, чтобы избежать этих проблем.
Как правильно регулировать зазоры в среднем редукторе КамАЗ 5320?
Регулировка зазоров в среднем редукторе КамАЗ 5320 проводится с использованием щупов, которые позволяют точно измерить расстояние между шестернями и другими подвижными частями. Зазор должен быть минимальным, но при этом не создающим избыточное трение. Для этого важно учитывать допустимые размеры, которые можно найти в технической документации. После регулировки зазоров редуктор должен вращаться с минимальными усилиями и без посторонних звуков.