

Шпильки крепления головки блока цилиндров у ЗАЗ 968М имеют определённые размеры, напрямую влияющие на герметичность и надёжность работы двигателя. Основной параметр – резьба М10×1,25, что означает метрическую резьбу диаметром 10 мм с мелким шагом 1,25 мм. Длина шпильки составляет 160 мм, из которых около 30 мм предназначены для врезки в блок цилиндров, остальная часть – для фиксации головки.
Материал шпилек – легированная сталь с повышенной прочностью. Заводская термообработка придаёт деталям устойчивость к высоким температурам и нагрузкам. При установке необходимо использовать динамометрический ключ: момент затяжки составляет 7–8 кгс·м (68–78 Н·м). Превышение допустимого момента может привести к деформации головки блока или обрыву шпильки.
Рекомендуется регулярно проверять состояние резьбы и целостность шпилек при капитальном ремонте двигателя. При наличии трещин, следов коррозии или износа резьбы необходима замена. Использование контрафактных деталей с отклонением по длине или шагу резьбы может привести к утечкам охлаждающей жидкости и снижению компрессии.
Для замены подойдут шпильки с идентичными размерами, желательно оригинального производства или изготовленные по ГОСТ 22032–76. Применение термостойкой смазки при установке повышает срок службы резьбового соединения и упрощает демонтаж в будущем.
Заводские размеры шпилек блока цилиндров ЗАЗ 968М

Шаг резьбы – 1.5 мм. Диаметр посадочного отверстия в блоке – 10.2 мм, что обеспечивает необходимую натяжку без риска срыва резьбы при затяжке. Рекомендуемый момент затяжки гаек головки блока – 5.5–6.0 кгс·м.
Шпильки должны иметь твердость не ниже HRC 35. При замене строго рекомендуется использовать шпильки с оцинкованным покрытием для повышения коррозионной стойкости. Неприемлемо использование деталей с отклонением по длине более ±0.5 мм или с признаками вытяжки резьбовой части.
Перед установкой резьбовую часть обрабатывают графитовой смазкой для предотвращения заклинивания и облегчения последующего демонтажа. Повторное использование старых шпилек допускается только после визуального и микрометрического контроля параметров.
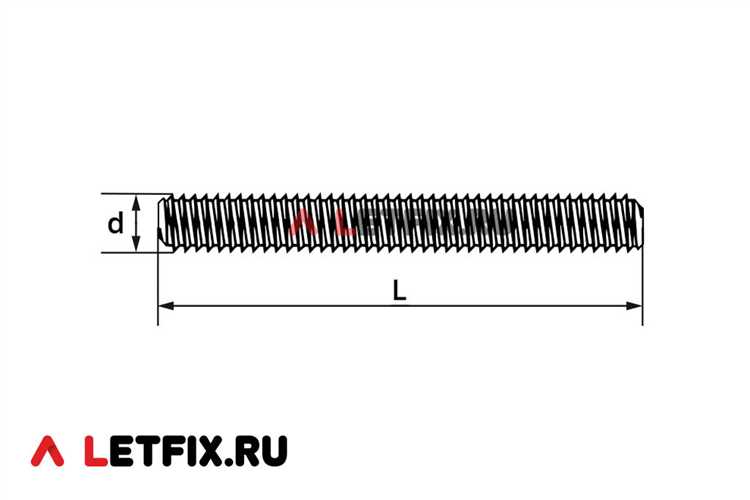
Резьбовые параметры шпильки: шаг, диаметр, длина
Шпильки крепления головки блока цилиндров ЗАЗ 968М имеют чётко заданные резьбовые параметры, от которых зависит надёжность фиксации и герметичность соединения. С резьбовой стороны, ввинчиваемой в блок, применяется метрическая резьба с шагом 1,25 мм и диаметром 10 мм (М10×1,25). Эта резьба соответствует требованиям к прочности и обеспечивает плотную посадку в теле алюминиевого сплава блока двигателя.
Свободный конец шпильки, на который устанавливается гайка при монтаже головки блока, также выполнен с метрической резьбой М10×1,25. Использование одинакового шага с обеих сторон позволяет исключить вероятность путаницы при установке, а также упрощает подбор сменных шпилек и гаек.
Общая длина шпильки составляет 160 мм. Рабочая резьбовая часть со стороны блока – около 20 мм. Длина резьбовой части под гайку – порядка 25 мм. Средняя длина гладкой части между резьбами – 115 мм, что обеспечивает необходимый запас по длине при установке головки блока с прокладкой и допустимым моментом затяжки.
Для замены рекомендуется использовать только высокопрочные шпильки, выполненные из стали марки 40Х или аналогичной, прошедшие термообработку. При установке обязательно применять динамометрический ключ и соблюдать момент затяжки, рекомендованный заводом – 4,0–4,5 кгс·м.
Материал изготовления и прочностные характеристики шпильки
Шпильки крепления головки блока цилиндров ЗАЗ 968М изготавливаются из углеродистой или легированной стали с повышенной прочностью. Наиболее распространённые марки стали – 40Х и 38ХГН – обеспечивают необходимое сочетание твердости, вязкости и устойчивости к усталостному разрушению.
- Марка 40Х (ГОСТ 4543-71) содержит 0,4% углерода и около 1% хрома. После термообработки достигается предел прочности до 1000 МПа, что соответствует требованиям к шпилькам в условиях температурных колебаний и вибраций.
- Сталь 38ХГН отличается добавками марганца и никеля, что улучшает прокаливаемость и коррозионную стойкость. Предел текучести – до 850 МПа при термообработке в масле с последующим отпуском.
Все шпильки проходят цементацию либо нитроцементацию, чтобы повысить износостойкость резьбовой части и исключить срывы при многократном затягивании. Резьба нарезается по ГОСТ 24705, тип М10×1,25, с контролем по классу точности 6g.
- Рекомендуемая твёрдость после термообработки – 35–40 HRC, что обеспечивает баланс между прочностью и пластичностью.
- Перед установкой следует проверять шпильки на остаточные деформации: при длине 125 мм отклонение более 0,3 мм считается браком.
- Не допускается повторное использование шпилек при обнаружении следов вытяжки резьбы или осевого удлинения свыше 0,5% от номинала.
Замена шпилек должна производиться комплектно, с применением смазки на резьбу типа графитовой пасты для предотвращения прикипания и точного контроля момента затяжки (6–7 кгс·м).
Совместимость шпилек ЗАЗ 968М с аналогичными двигателями
Двигатели от ВАЗ, несмотря на схожие диаметры резьб, несовместимы по шагу и длине шпилек. Например, шпильки ВАЗ-2101 имеют шаг М10×1,5 и длину 190 мм, что создаёт проблемы при установке на блок ЗАЗ без переизготовления посадочных гнёзд или применения переходных втулок, что крайне не рекомендуется из-за риска деформации при прогреве.
Использование шпилек от УД-25, применяемых на мотоблоках и стационарных установках, возможно только после обрезки до 180 мм и нарезки резьбы М10×1,25 с обеих сторон. Однако материал этих шпилек, как правило, менее прочный, и не рассчитан на динамические нагрузки, возникающие в двигателях ЗАЗ при высоких оборотах.
Наилучший вариант при отсутствии оригинальных шпилек – изготовление точных копий из стали 40Х с термообработкой до твердости HRC 30–35. Это обеспечит сохранение резьбы при многократных циклах демонтажа и защиту от продольного растяжения при температурных деформациях.
Как измерить износ и деформацию шпильки цилиндра
Для точной оценки состояния шпильки цилиндра ЗАЗ 968М потребуется микрометр, индикатор часового типа и плита с магнитным основанием. Прежде всего, необходимо очистить шпильку от загрязнений и следов коррозии. Затем с помощью микрометра измеряется диаметр шпильки в нескольких местах по длине и под разными углами. Номинальный диаметр шпильки ЗАЗ 968М составляет М10×1,25; предельное уменьшение – не более 0,05 мм. Если зафиксирован износ более допустимого – шпилька подлежит замене.
Для проверки продольной деформации шпилька устанавливается на плоскую поверхность, один конец фиксируется, а на другом устанавливается индикатор. При медленном прокатывании шпильки фиксируются отклонения стрелки. Критическое значение изгиба – более 0,1 мм по всей длине. Изгиб даже в пределах допуска может вызвать неправильную затяжку головки блока, поэтому при обнаружении даже минимального прогиба рекомендуется установка новой шпильки.
Резьбовую часть проверяют калибром-пробкой. При свободном прохождении непроходной стороны калибра шпилька считается изношенной. Также осматриваются витки на предмет срыва и следов вытяжки резьбы. При наличии раковин, трещин или следов вытяжки – обязательная замена. Повторное использование шпилек с явным деформированием запрещено из-за риска разрушения при затяжке.
Где купить новые шпильки ЗАЗ 968М: каталожные номера и поставщики
Для замены шпилек цилиндров на ЗАЗ 968М можно обратиться к специализированным поставщикам автозапчастей. Каталожные номера шпилек могут варьироваться в зависимости от производителя и состояния запчастей, но наиболее часто встречаются следующие номера: 968-1004172 и 968-1004171. Эти детали применяются в двигателе модели ЗАЗ 968М и подходят для автомобилей, выпущенных до конца 1980-х годов.
Один из популярных источников для покупки таких запчастей – интернет-магазины и авторынки. Например, на платформах, таких как Avito или eBay, можно найти новые и б/у шпильки, а также предлагается доставка из разных регионов. Также стоит обратить внимание на специализированные сайты по продаже запчастей для автомобилей советского производства, такие как «АВТОЗАПЧАСТИ-УКР» или «ZAZ-Parts». Эти магазины предлагают оригинальные и заменяемые детали с гарантией.
Еще один вариант – обратиться в мастерские и сервисы, которые занимаются ремонтом старых автомобилей ЗАЗ. Многие из них поддерживают сотрудничество с производителями и поставщиками запчастей, что позволяет приобрести шпильки по ценам ниже рыночных. Важно учитывать, что в некоторых случаях детали можно заказать через официальные дилерские центры или сети, которые занимаются восстановлением классических автомобилей.
Также стоит проверять локальные группы в социальных сетях и форумах владельцев автомобилей ЗАЗ, так как часто там можно найти объявления о продаже новых или восстановленных запчастей, включая шпильки цилиндров. Такие покупки могут быть выгодными, если удастся найти запчасти в хорошем состоянии по цене ниже рыночной.
Требования к моменту затяжки шпилек при установке ГБЦ

Рекомендуемый момент затяжки шпилек ГБЦ на ЗАЗ 968М составляет 10-12 Н·м на первом этапе. На втором этапе необходимо увеличить момент до 35-40 Н·м, чтобы обеспечить равномерное прижатие головки. Этот процесс должен быть выполнен в несколько этапов с определенной последовательностью для предотвращения перекоса головки и равномерного распределения усилий по всей поверхности.
Важно соблюдать последовательность затяжки, начиная с центральных шпилек и постепенно двигаясь к внешним. Это обеспечит равномерное распределение давления и предотвратит деформацию. На последнем этапе, после полной затяжки, можно провести дополнительную проверку с моментом в пределах 70-80 Н·м.
Необходимо помнить, что шпильки должны быть очищены и смазаны перед установкой, чтобы обеспечить правильное трение и предотвратить заедание. В противном случае, при затяжке может произойти повреждение резьбы или недостаточное усилие на шпильках, что повлияет на герметичность соединения.
Вопрос-ответ:
Каков размер шпильки цилиндров ЗАЗ 968М?
Размер шпильки цилиндров на ЗАЗ 968М составляет M8, то есть диаметр резьбы шпильки равен 8 мм. Длина шпильки может варьироваться в зависимости от конкретной модели, но стандартно для ЗАЗ 968М длина составляет 70 мм.
Почему важно правильно выбрать шпильку цилиндров для ЗАЗ 968М?
Правильный выбор шпильки цилиндров для ЗАЗ 968М имеет значение для предотвращения утечек и обеспечения надежности работы двигателя. Шпилька должна быть достаточно прочной для выдерживания высоких температур и давления, возникающих в процессе работы мотора. Неправильный выбор может привести к ослаблению крепления, что повлияет на герметичность блока цилиндров и, как следствие, на работу двигателя.
Как проверить состояние шпильки цилиндров на ЗАЗ 968М?
Для проверки состояния шпильки цилиндров на ЗАЗ 968М необходимо осмотреть её на наличие повреждений, таких как трещины или деформации. Также следует проверить резьбу на шпильке и в отверстии цилиндров. Если резьба повреждена или изношена, шпильку следует заменить. Ослабление шпильки также можно проверить с помощью ключа, но при этом важно не перетянуть её, чтобы избежать повреждения.
Как часто нужно менять шпильки цилиндров на ЗАЗ 968М?
Шпильки цилиндров на ЗАЗ 968М обычно не требуют частой замены, если двигатель не подвергается чрезмерным нагрузкам. Однако при капитальном ремонте двигателя, а также при обнаружении повреждений или износа шпилек, их необходимо заменить. Также следует следить за состоянием шпилек при регулярных технических осмотрах и при выявлении утечек масла или охлаждающей жидкости.





